Is TRS / OEE a magic indicator?
Is TRS/OEE magic?
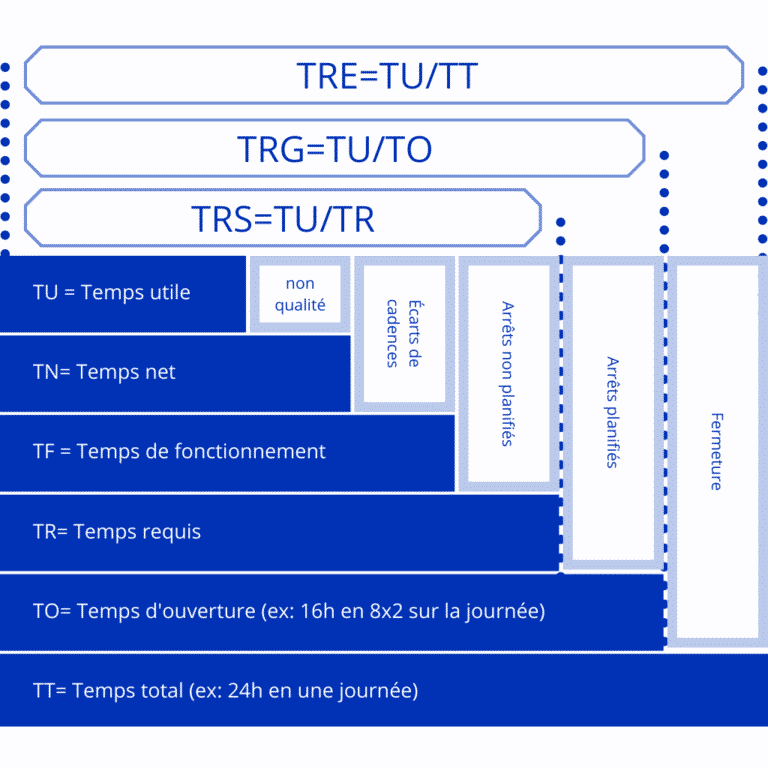
Overall Equipment Effectiveness (OEE) is a single-number measure of performance, availability and quality.
Indeed, by using this indicator, operators and managers can quickly see how a machine is performing. Many people believe that SRT is a magic number and, once implemented correctly, your operations will magically improve. In this article, we discuss how SRT can help and what to look out for. I'll leave it to you to decide if it's magic.
How do TRG and TRS help manufacturers?
As I mentioned above, TRS has three components: availability, performance and quality. Below is a definition of each and how they create critical visibility on a machine or cell.
Availability
Availability is a single number representing the runtime of a machine. This indicator takes into account planned and unplanned maintenance, waits, changes and lack of supply.
Using anomaly codes to track company downtime can determine root causes and develop corrective actions to prevent these problems from occurring in the future.
Performance
The performance part of the OEE calculation is a measure of the parts actually produced in relation to the standard. The standard is the ideal number of parts a machine can produce in a given time. As most machines are programmed according to the standard, this is an important measure.
If the machine produces too much below the norm, the schedule won't be met. If it produces above the norm, you may have excess capacity.
Quality
Quality measurement is the simplest of the three: the ratio of good parts to bad parts.
6 major losses
Using the three measures above, companies can use the synthetic rate of return to help uncover the 6 big losses. These losses are the most common reasons for reduced efficiency and capacity in a plant.
Downtime: unplanned maintenance, breakdowns, ....
Settings: Change of series, settings, minor adjustments
Start-up: Quality of first product, rejects, ...
Micro-arrests: Obstructions, adjustments, ...
Decrease in speed: Operator efficiency, ageing equipment, ...
Manufacturing defects: Scrap, Returned material, ....
Could the TRS be misleading?
The OEE is calculated using the formula Availability x Quality x Performance. Any one of these factors can vary and produce the same OEE rate. For example, one of these factors may vary and produce the same OEE rate:
Availability | Performance | quality | TRS | |
Thursday | 75% | 80% | 90% | 54% |
Friday | 90% | 70% | 85% | 54% |
As a production manager, if you only saw the TRS figures above, you'd assume that all was well. In reality, the day-to-day fluctuations are not what you want to see. As a manager, you need to focus on trends.
Conversely, operators have a better understanding of what's going on with the machine and what causes certain rates to vary. For this reason, real-time OEE is very useful to an operator. It helps them understand how they are performing against standards, and where they can improve.
TRS trends
As a production manager, would you rather have a machine that runs at a constant SRR of 54% with planned downtime, or one that runs at 75% one day, and 45% the next, and has lots of unplanned maintenance? By looking at trends and diving into the details, management can make more informed decisions about what's right for their business, and define a strategy for improvement.
TRS is missing an important ingredient: cost!
OEE measurement is a great thing, and the visibility it creates can help improve equipment efficiency throughout the plant. But the calculation misses a critical element: cost. OEE is not a measure of machine profitability. In some situations, you can have a very low SRR of 30% but the machine is profitable, the reverse can also be true a machine can run at 80% SRR but not be profitable.
Unfortunately, most companies don't have unlimited funds at their disposal to create the ideal manufacturing environment. Indeed, companies have to make a trade-off between efficiency and profitability. For example; the most efficient way to run a certain part with multiple operations is via a cell. But if this part is only run every other week, the company can't justify setting up a dedicated cell. So the machines running this part will have a lower synthetic rate of return due to set-up, changeover and start-up time, but will still be profitable.
So is TRS the magic number?
The answer is: it's one of the magic performance indicators, but not the only one to follow.
Finally, the visibility it creates will help the company to improve and measure its success. TRS should therefore be used to track trends and as a starting point for analyzing performance, availability and quality issues. Companies deploying TRS need tools to analyze the indicators that make up the overall calculation.
Follow our thoughts on social networks


